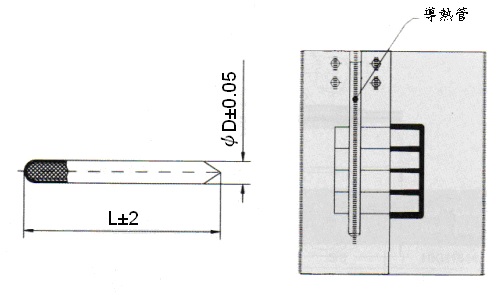
規格:冷卻棒
|
稱呼 |
DØ |
L |
|
MHP-2 |
2 |
20~250 |
|
MHP-2.5 |
2.5 |
|
MHP-3 |
3 |
|
MHP-4 |
4 |
|
MHP-5 |
5 |
|
MHP-6 |
6 |
|
MHP-8 |
8 |
|
MHP-10 |
10 |
250cm以上可另製 |
冷卻棒之優點:
1.
成型循環可縮短30%以上(高速吸熱與冷卻)
2.
可獲得殘留應力少的成型品(防止產品縮水與變形)
3.
成型品精度佳(防止水不沸騰)
4.
成型品外表面佳(防止水垢生產)
5.
可減少顏色不均的現象(可長時間運轉)
6.
模具保養很有效,因此可維持精度,並減少勞動力
7.
只需裝上附加的冷卻棒,即能進行模具改良
冷卻棒之使用說明(HEAT
PIPE GUIDANCE)
安裝方法:可分為有水路接觸及無水路接觸兩種:
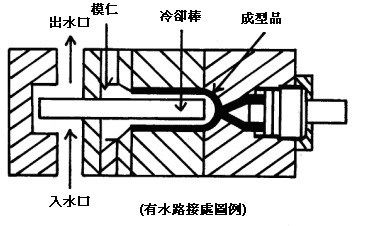
(一)
有水路接觸時之安裝方法(如下圖):
1.安裝冷卻棒之孔徑需比冷卻棒外徑大ψ0.2
2.加工孔徑底部最好能切平使冷卻棒能僅貼效果更好,如無法切平時則以導熱劑充填之。
3.冷卻棒頂端接觸水路以墊塊或模板頂住
4.將冷卻棒插入欲冷卻部位長度50%~70%即可(留出50%~30%供冷卻水接觸)
5.冷卻水路孔徑儘可能比冷卻棒外徑大
6.冷卻棒兩端作用相同,安裝時無須區分
7.不可將冷卻棒折斷或彎曲否則會喪失功能
|
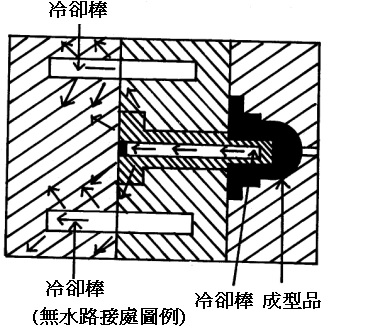
(二)無水路接觸時之安裝方法(如下圖):
使用在水路無法加工或加工有困難時,主要是把模仁過高的熱量傳遞到不重要部位使模仁或欲冷卻部位保持在適當的成型溫度。
1.
安裝時儘可能以水平方向安裝效果較佳。
2.
其餘有水路接觸時之安裝方法相同。
|
注意事項:
1.
先確定模具溫度、選用外徑DØ愈大效果愈好,冷卻棒需插入模仁長度85%~95%及長度愈長效果愈佳
2.
模具上的管路孔徑必須比預定使用冷卻棒的直徑大0.2mm以上,以便使接觸良好又不損害冷卻棒表面。 |
|
|